1ĪóĖ┼╩÷
ĪĪĪĪįōŽĄĮy(t©»ng)▓╔ė├STEP7-400ŽĄ┴ą┐╔ŠÄ│╠┐žųŲŲ„Ż¼ė├ProfibusÆņET200║═STEP7—300╣”─▄─ŻēKĪŻŽĄĮy(t©»ng)╩ŪŠ▀ėą┐ņ╦┘╠Ä└Ē─▄┴”Ą─īŻė├ėŗ╦ŃÖCŽĄĮy(t©»ng)Ż¼500tŻ»d╩»╗ęĖG╦∙ėąįOéõ▀Mąąūįäė┐žųŲ║═ėŗ╦ŃÖC▒O(ji©Īn)┐žŻ¼ų„ę¬īŹ¼F(xi©żn)┴╦╔Ž┴ŽŽĄĮy(t©»ng)╔·«a(ch©Żn)╣ż╦ćįOéõĄ─ūįäėŻ»╩ųäėåó═ŻŻ¼╣ż╦ć«ŗ├µäėæB(t©żi)’@╩ŠĄ╚╣”─▄ĪŻ
2Īó╣ż╦ć║åĮķ
ĪĪĪĪĖGŪ░┴Žé}Ž┬įOėąļŖÖCš±äėĮo┴ŽÖCŻ¼Ė∙ō■(j©┤)╠ū═▓ĖGčb┴Žę¬Ū¾Ż¼Č©Ģrīóé}ā╚(n©©i)┘A┤µĄ─║ŽĖ±┴ŻČ╚╩»╗ę╩»Įoų┴─zĦÖC▐D(zhu©Żn)▀\čb╚ļĘQ┴┐┴ŽČĘŻ¼Įø(j©®ng)ĘQ┴┐ČĘĘQ┴┐║¾čb╚ļ┴Ž▄ćā╚(n©©i)Ż¼4tŠĒōPÖCīó┴Ž▄ć╠ß╔²ų┴Łh(hu©ón)ą╬╠ū═▓žQĖGĖGĒöŻ¼īó┴Ž▄ćā╚(n©©i)Ą─╩»╗ę╩»╝ė╚ļĖGĒö▓╝┴ŽŽĄĮy(t©»ng)Ż¼═©▀^ą²▐D(zhu©Żn)▓╝┴ŽŲ„▀M╚ļĖGā╚(n©©i)ĪŻį┌ĖGĒöįOę╗┴Ž╬╗╠Į│▀’@╩ŠĖGā╚(n©©i)Ą─┴Ž╬╗ĪŻ▓╝┴ŽŽĄĮy(t©»ng)įOėą├▄ĘŌķlķTŻ¼╦³┼cą²▐D(zhu©Żn)▓╝┴ŽŲ„Ž┬▓┐Ą─┴ŽńŖ╗źµiŻ¼┐╔ęį▒▄├Ōį┌Ž“ĖGā╚(n©©i)╝ė┴ŽĢr═ŌĮń┐šÜŌĄ─▀M╚ļĪŻ
3Īó┐žųŲ╝╝ągĘĮ░Ė
ĪĪĪĪ3.1 ŠW(w©Żng)ĮjĮY(ji©”)śŗ(g©░u)
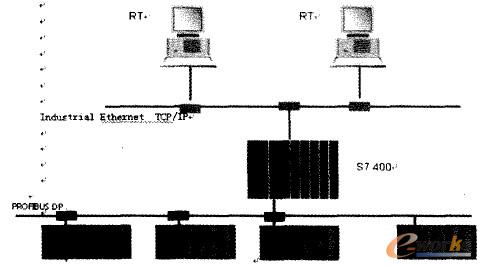
PLCŽĄĮy(t©»ng)ŠW(w©Żng)ĮjĮY(ji©”)śŗ(g©░u)łD
ĪĪĪĪ3.2 ŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)
ĪĪĪĪ500tŻ»d╠ū═▓ĖGĘųČ■éĆŽĄĮy(t©»ng)▀Mąą┐žųŲĪŻIŽĄĮy(t©»ng)×ķĖG¾w╔Ž┴ŽĪó│÷┴Ž▓┐ĘųŻ╗IIŽĄĮy(t©»ng)×ķĖGĄ─╚╝¤²▓┐ĘųĪŻ¼F(xi©żn)ų╗Š═IŽĄĮy(t©»ng)Ą├╔Ž┴Ž▓┐Ęų╝ėęįšf├„ĪŻ
ĪĪĪĪIŽĄĮy(t©»ng)░³└©Ą─įOéõėąŻ║
ĪĪĪĪ(1)┴Ž▄ćŠĒōPŻ¼į┌’LÖCĘ┐ā╚(n©©i)Ż╗
ĪĪĪĪ(2)┴Ž╬╗╠Į£yŲ„Ż¼į┌ĖGĒöŻ╗
ĪĪĪĪ(3)ĖGę║ē║šŠŻ¼į┌ĖGŽ┬ĪŻ┐žųŲĄ─įOéõėąŻ║ĖGĒöėą├▄ĘŌķlķTĪóą²▐D(zhu©Żn)▓╝┴ŽŲ„Īó┴ŽńŖŻ╗ĖGŽ┬ėąĘQ┴┐ČĘķlķTĪó╩»╗ę│÷┴Ž═ŲŚUĪó╗ęé}│÷┴ŽķlķT╝░ÅUÜŌ╚²═©ķyĪŻ
ĪĪĪĪ3.3 ┐žŽ„╣”─▄
ĪĪĪĪ(1)┴Ž╬╗╠Į£yŲ„Ż«ĖGĒöįO┴Ž╬╗╠Į£yŲ„(ąą│╠0Ī½3m)Ż¼Ųõ┴Ž╬╗═©▀^ąĪŠĒōP╔ŽĄ─ų„┴Ņ┐žųŲŲ„ĪóŠÄ┤aŲ„į┌┐žųŲ╩ęā╚(n©©i)’@╩Š║═┐žųŲĪŻĖGĄ─╝ė┴Žų▄Ų┌ų╗╩▄┴Ž╬╗╠Į£yŲ„Ą─┐žųŲŻ¼«ö┴Ž╬╗╠Į£yŲ„╠ĮĄ├ĖGā╚(n©©i)┴Ž├µęčĮĄĄĮęÄ(gu©®)Č©Ą─ąĶę¬╝ė┴ŽĖ▀Č╚(╝┤Ą═┴Ž╬╗)ĢrŻ¼░l(f©Ī)│÷čb┴Žą┼╠¢ĪŻīó£yŚU╠ß╔²ĄĮūŅĖ▀╬╗Ż¼į┘ķ_╩╝╝ė┴Ž(╝┤×ķ╝ė┴Žų▄Ų┌ķ_╩╝)Ż¼╝ė┴Ž═Ļ│╔║¾Ż¼īó╠Į£yŚUĘ┼ų┴┴Ž├µĪŻ
ĪĪĪĪ(2)╩»╗ę╩»ĘQ┴┐ČĘŻ««öčbØM2.5t┴ŽĢrŻ¼▒Ń░l(f©Ī)│÷┴ŽØMą┼╠¢ĪŻė╔ė┌ļŖÜŌ┬ō(li©ón)µiĻPŽĄŻ¼ŽÓ└^ĘQ┴┐ČĘŪ░Ą──zĦÖCĪóĮo┴ŽÖCĄ╚Č╝īóę└┤╬═Żų╣ĪŻ
ĪĪĪĪ(3)ą²▐D(zhu©Żn)▓╝┴ŽŲ„Ż«ą²▐D(zhu©Żn)▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)ąČ┴Žėą6éĆ▓╗═¼Ą─╬╗ų├(║¾ĖĮą²▐D(zhu©Żn)▓╝┴ŽŲ„Ą─▐D(zhu©Żn)═Ż╬╗ų├šf├„)Ż¼├┐éĆ╬╗ų├┼cŽ┬ę╗éĆ╬╗ų├│╔60ĪŻŻ¼├┐éĆ╝ė┴Žų▄Ų┌ŽÓ«öė┌Ž“┴Ž▄ć║═ą²▐D(zhu©Żn)▓╝┴ŽŲ„╝ė┴Ž┴∙ČĘ┴Ž┴┐╣▓15t(╝┤į┌ĖGā╚(n©©i)õü┴╦ę╗īė┴Ž)ĪŻą²▐D(zhu©Żn)▓╝┴ŽŲ„╩ū┤╬Ž“ĖGā╚(n©©i)╝ė┴ŽĄ─Ą┌ę╗éĆ╬╗ų├┼c┴Ž▄ćąČĄĮą²▐D(zhu©Żn)▓╝┴ŽŲ„Ą─╬╗ų├ŽÓ═¼Ż¼┴Ž▄ćīóĄ┌Č■ČĘ┴ŽąČĄĮą²▐D(zhu©Żn)▓╝┴ŽŲ„║¾Ż¼▒Ń▐D(zhu©Żn)ĄĮŽ┬ę╗éĆ╬╗ų├Ż¼Č°┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ąČ┴Ž╬╗ų├┐é╩ŪĄ┌ę╗éĆ╝ė┴Ž╬╗ų├ĪŻ├┐╝ėę╗ČĘ┴ŽŻ¼ė╔ėŗöĄ(sh©┤)Ų„║═ā”┤µįOéõīóŲõėøõøŽ┬üĒĪŻį┌īóą²▐D(zhu©Żn)▓╝┴ŽŲ„ųąĄ─Ą┌┴∙ČĘ┴ŽąČĄĮĖGā╚(n©©i)ų«║¾Ż¼š¹éĆ╝ė┴ŽŽĄĮy(t©»ng)ĒÜ┤²┴Ž╬╗╠Į£yŲ„░l(f©Ī)│÷ą┬Ą─╝ė┴Žų▄Ų┌ųĖ┴ŅŻ¼Ą╚┤²▀^│╠ųąŻ¼ą²▐D(zhu©Żn)▓╝┴ŽŲ„Īó┴Ž▄ćęį╝░╩»╗ę╩»┼õ┴ŽĘQŠ∙æ¬▒Ż│ųØM┴ŽŻ¼«ö┴Ž╬╗╠Į£yŲ„░l(f©Ī)│÷Ž┬ę╗éĆ╝ė┴ŽųĖ┴ŅĢrŻ¼ą²▐D(zhu©Żn)▓╝┴ŽŲ„┴ó╝┤īó┴ŽąČ╚ļĖGā╚(n©©i)Ż¼╚╗║¾į┘Å─┴Ž▄ćųąčbĄ┌Č■ČĘ┴ŽĪŻ
ĪĪĪĪ3.4 ▓┘ū„▀BµiŽĄĮy(t©»ng)
ĪĪĪĪ(1)IŽĄĮy(t©»ng)ųąĄ─ę║ē║šŠė═▒├×ķķLŲ┌╣żū„Ż¼ŲõėÓĄ─įOéõŠ∙×ķČ╠ĢrĪóĘ┤Å═╣żū„ĪŻŲõ┐žųŲ▀^│╠╚ńŽ┬Ż║PLCĮėĄĮåóäėą┼╠¢║¾«ö┴Ž╬╗╠Į£yŲ„╠ĮĄ├ĖGā╚(n©©i)┴Ž├µęčĮĄų┴ęÄ(gu©®)Č©Ą─ūŅĄ═┴Ž╬╗ĢrŻ¼┴ó╝┤īó╠Į│▀╠ß╔²ĄĮūŅĖ▀╬╗ĪŻįŁ┴Žé}Ž┬Ą─š±äėĮo┴ŽÖCķ_╩╝Įo┴ŽŻ¼─zĦÖCŽ“ĘQ┴┐ČĘā╚(n©©i)╝ė┴Ž(┤╦ĢrĘQ┴┐ČĘķlķTĻPķ])Ż¼«ö┴Žųž▀_ĄĮ2.5tĢrŻ¼─zĦÖC═Żų╣Ž“ĘQ┴┐ČĘ╝ė┴ŽŻ¼ĘQ┴┐ČĘķlķT┤“ķ_(┤╦Ģr┴Ž▄ćį┌ĖGŽ┬┤²┴Ž╬╗ų├)īó╩»╗ę╩»ąČ╚ļ┴Ž▄ćā╚(n©©i)Ż¼ĘQ┴┐ČĘķlķTĻPķ]Ż¼ŠĒōPÖCåóäė(Ž╚╩Ū┬²╦┘▀\ąą10├ļŻ¼╚╗║¾┐ņ╦┘▀\ąą67├ļŻ¼┼÷ĄĮ£p╦┘Ž▐╬╗ķ_ĻP║¾ėųūā?y©Łu)ķ┬²╦┘ąą±?0├ļ═Ż▄ć)īó┴Ž▄ć╠ß╔²ų┴ĖGĒöŻ¼į┌ą²▐D(zhu©Żn)▓╝┴ŽŲ„╔Ž├µėąę╗éĆ├▄ĘŌķlķTŻ¼į┌┴Ž▄ć╔ŽąąĢrŻ¼├▄ĘŌķlķTęč┤“ķ_Ż╗╩»╗ę╩»Ą╣╚ļą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ż¼├▄ĘŌķlķTĻPķ]Ż¼╚╗║¾ą²▐D(zhu©Żn)▓╝┴ŽŲ„ķ_╩╝ą²▐D(zhu©Żn)Ż¼«ö▐D(zhu©Żn)ų┴ąČ┴Ž╬╗ĢrŻ¼┴ŽńŖ┤“ķ_Ż¼╩»╗ę╩»╝ė╚╦ĖGā╚(n©©i)Ż¼┴ŽńŖĻPķ]Ż¼▒žĒÜ┼c├▄ĘŌķlķT╗źµiĪŻę╗┼·┴Ž╝ė═Ļ║¾Ż¼╠Į│▀į┘Ž┬ĮĄĘ┼į┌┴Ž├µŻ¼ų▒ų┴Ž┬ę╗éĆ╝ė┴Žų▄Ų┌ķ_╩╝ĪŻ
ĪĪĪĪŠĒōPÖCį┌╦─éĆĄžĘĮįOų├Šo╝▒═Ż▄ć░┤ŌoŻ¼╝┤ŠĒōPÖC┼įĪóĖGĒöĪóĘQ┴┐ķg║═┐žųŲ╩ęĪŻ▓╗šō╩ŪÖC┼įå╬ÖC▓┘ū„▀Ć╩ŪPLC┐žųŲŻ¼įōŠo╝▒░┤ŌoŠ∙ģó┼c┐žųŲĪŻ
ĪĪĪĪ(2)ĖG╝ė┴ŽŽĄĮy(t©»ng)┬ō(li©ón)µiŻ«ę║ē║šŠ→4#─zĦÖC→5#─zĦÖCę╗╠Į┴Ž│▀╔Ž╠ß→ĘQ┴┐ČĘķlķTķ_→ĘQ┴┐ČĘķlķTĻP→┴Ž▄ć╔Ž╔²→Ž“ą²▐D(zhu©Żn)▓╝┴ŽŲ„╝ė┴Ž→┴Ž▄ćŽ┬ĮĄ→ĘQ┴┐ČĘķlķTķ_→ĘQ┴┐ČĘķlķTĻPŻ╗┴Ž▄ć╔Ž╔²→╔Ž┴ŽķlķTķ_→ą²▐D(zhu©Żn)▓╝┴ŽŲ„▐D(zhu©Żn)ĄĮ╩▄┴Ž╬╗→┴Ž▄ćąČ┴ŽŻ╗Ž“ą²▐D(zhu©Żn)▓╝┴ŽŲ„╝ė┴Ž→ą²▐D(zhu©Żn)▓╝┴ŽŲ„▐D(zhu©Żn)ĄĮąČ┴Ž╬╗→╔Ž┴ŽķlķTĻP→┴ŽńŖŽ┬ĮĄ→┴ŽńŖĻPķ]→╔Ž┴ŽķlķTķ_→ą²▐D(zhu©Żn)▓╝┴ŽŲ„▐D(zhu©Żn)ĄĮ╩▄┴Ž╬╗→Ž“ĖGā╚(n©©i)╝ė┴ŽŻ╗═Ļ│╔→┤╬╝ė┴ŽĪŻ
ĪĪĪĪĖĮŻ║ą²▐D(zhu©Żn)▓╝┴ŽŲ„Ą─▐D(zhu©Żn)═Ż╬╗ų├šf├„
ĪĪĪĪĄ┌1╬╗ų├Ż║┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ą─╝ė┴Ž╬╗ų├Ż¼╝┤▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)Ą─ąČ┴Ž╬╗ų├Ż¼▓╝┴ŽŲ„▓╗▐D(zhu©Żn)Ż╗Ą┌2╬╗ų├Ż║┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ą─╝ė┴Ž╬╗ų├▓╗ūāŻ¼╝┤▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)Ą─ąČ┴ŽĢrŻ¼▐D(zhu©Żn)60°Ż¼ąČ═Ļ┴Ž▐D(zhu©Żn)300ĪŻ╗žĄĮ┴Ž▄ć╝ė┴Ž╬╗ų├Ż╗Ą┌3╬╗ų├Ż║┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ą─╝ė┴Ž╬╗ų├▓╗ūāŻ¼╝┤▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)Ą─ąČ┴ŽĢrŻ¼▐D(zhu©Żn)120°Ż¼ąČ═Ļ┴Ž▐D(zhu©Żn)240°╗žĄĮ┴Ž▄ć╝ė┴Ž╬╗ų├Ż╗Ą┌4╬╗ų├Ż║┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ą─╝ė┴Ž╬╗ų├▓╗ūāŻ¼╝┤▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)Ą─ąČ┴ŽĢrŻ¼▐D(zhu©Żn)180°Ż¼ąČ═Ļ┴Ž▐D(zhu©Żn)180°╗žĄĮ┴Ž▄ć╝ė┴Ž╬╗ų├Ż¼Ą┌5╬╗ų├Ż║┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ą─╝ė┴Ž╬╗ų├▓╗ūāŻ¼╝┤▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)Ą─ąČ┴ŽĢrŻ¼▐D(zhu©Żn)240ĪŻŻ¼ąČ═Ļ┴Ž▐D(zhu©Żn)120°╗žĄĮ┴Ž▄ć╝ė┴Ž╬╗ų├Ż╗Ą┌6╬╗ų├Ż║┴Ž▄掓ą²▐D(zhu©Żn)▓╝┴ŽŲ„ā╚(n©©i)Ą─╝ė┴Ž╬╗ų├▓╗ūāŻ¼╝┤▓╝┴ŽŲ„Ž“ĖGā╚(n©©i)Ą─ąČ┴ŽĢrŻ¼▐D(zhu©Żn)300°Ż¼ąČ═Ļ┴Ž▐D(zhu©Żn)6o°╗žĄĮ┴Ž▄ć╝ė┴Ž╬╗ų├ĪŻ
4ĪóĮY(ji©”)šZ
ĪĪĪĪ▒Š┐žųŲŽĄĮy(t©»ng)į┌Ė╗éÉõōĶFųąęčīŹļHæ¬ė├Ż¼ūį═Č▀\ęįüĒ▀\ąąĘĆ(w©¦n)Č©Īó░▓╚½Īó┐╔┐┐Ż¼ØMūŃ╣ż╦ćę¬Ū¾Ż¼─▄ē“╣Ø(ji©”)╩Ī╚╦┴”▓ó«a(ch©Żn)╔·▌^┤¾Ą─Įø(j©®ng)Ø·ą¦ęµŻ¼▒Š╬─ī”ŅÉ╦Ų╔·«a(ch©Żn)ŠĆėąę╗Č©Ą─ģó┐╝ū„ė├ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅIė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻPūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.zudvwvb.cn/
▒Š╬─ś╦Ņ}Ż║╬„ķTūėPLCį┌500t/d╩»╗ęĖG╔Ž┴ŽŽĄĮy(t©»ng)ųąĄ─æ¬ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.zudvwvb.cn/html/solutions/1401939851.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")